
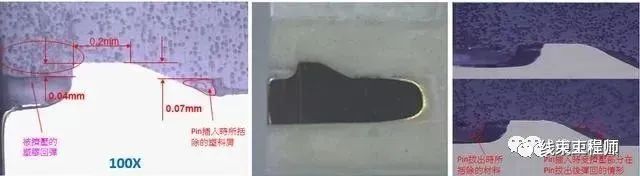
n插入时,会将材料刮除堆积在两侧及前端;当pin插入到位后,受挤压的材料会弹回,但回弹后的塑胶无法回到原来状态﹐ 只是部分回弹﹐弹回量约0.04mm(干涉量为0.07mm时);拔出过程中,倒刺会刮除弹回的材料;倒刺插至终点时所挤压的材料在倒刺拔除时会弹回;当Pin完全拔出后﹐与Pin配合的塑胶槽因为倒刺将材料刮除而变大﹐此时再插入端子﹐其保持力将大大减小。所以﹐使用过的塑胶无法重复使用。
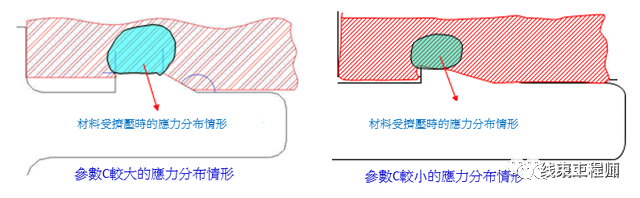
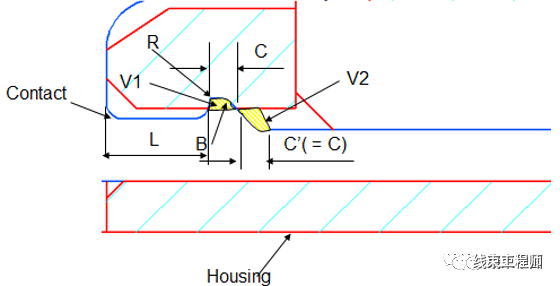
保持力还与干涉体积存在一定关系:干涉体积越大,保持力越大。相同的干涉高度情况下﹐干涉体积取决于干涉长度C。参数C的大小除了对保持力有影响外﹐ 较大的受力面积,还会造成Housing内部应力分布区域增加而导致变形﹐从而使塑胶产生裂纹。所以﹐其设定值不宜过大。根据材料材质不同﹐其设定会有差异﹐LCP料要较HTN大一些。
以下主要针对倒刺技术在塑胶本体较薄的连接器中出现的问题展开讨论。以两种案例为主,探讨倒刺与保持力/成品的contact gap,通过显微镜观察其干涉情形,进而优化倒刺设计的主要参数。
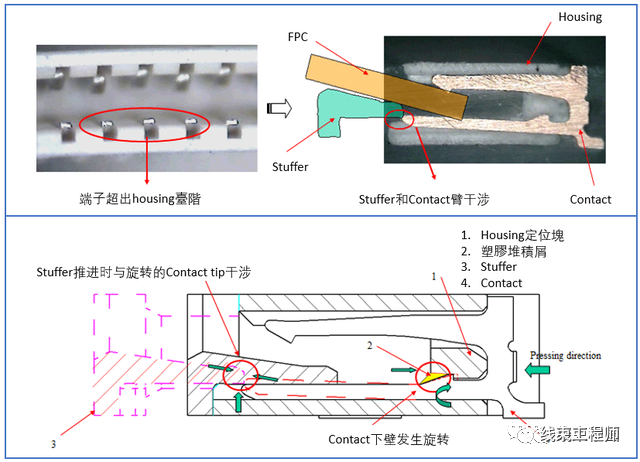
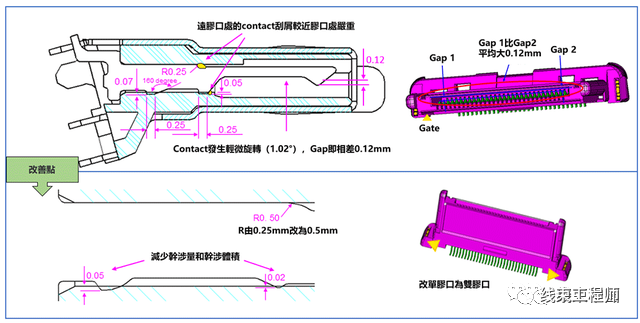
A. 线端与板端组装时的倒刺结构设计问题,以FPC连接器为例:发现连接器端子上翘高出housing台阶, 造成FPC 插入连接器后推进stuffer时,stuffer会顶到端子头部,导致stuffer难以推进。因为Stuffer推进时会与旋转的金属端子(Contact)发生干涉。金属端子倒刺前端与Housing销孔的间隙较小,压入过程中塑胶屑堆积,金属端子下壁发生旋转。为改善此问题,Greenconn
B. 连接器组装工艺中倒刺结构设计问题:Gap1比Gap2平均大0.12mm。原因为远胶口处的金属端子刮屑较严重,而近胶口处较小,导致contact发生轻微旋转(向下1.02度,Gap即相差约0.12mm)。对此,Greenconn工程师做了如下改进:
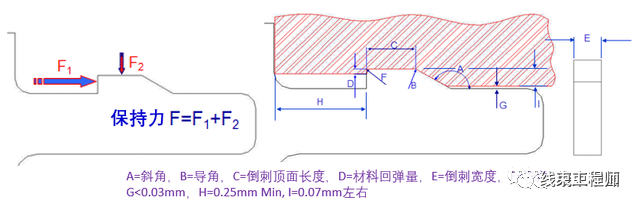
因连接器组装过程中金属端子导入时,金属端子倒刺会破坏塑胶本体表皮组织,塑胶本体强度越弱,破坏越严重,因此而产生堆塑胶屑和组装应力, 导致“Furrow现象”的发生。因此,基于实际问题和影响保持力的参数,在进行端子的倒刺结构优化时可依图从以下几点考量:
与接插件的使用区别。今天,根据自身的从业经验、结合行业知识,与大家共同交流探讨其三者的共性与区别。一、业内定义“
与接插件的使用区别。今天,根据自身的从业经验、结合行业知识,与大家共同交流探讨其三者的共性与区别。 一、业内定义“
。通常,它是用绝缘塑料密封的金属片。两端都有孔,可以插入、拧紧或松开电线。 在电气工程中,接线

江锐集团:深耕货架行业十八载助力智能仓储新发展——访江锐集团业务总经理王慧 江锐集团深耕仓储货架制造行业18年,以国际化品质标准,成功走向海外市场,积极开拓国内市场,并围绕 ......More>>
不断突破传统构型国产商用客机正谋划未来之路 此前系列文章中我们提到,我国商用客机产业链已经初步成型,并正对标世界先进的商用飞机研发水平不断追 ......More>>
